Innovation Over 50 Years: Focus on the 1970s
It’s hard to believe it’s been 50 years since we opened our doors – but since then we have aimed to be the global leader of innovative audio solutions.
As we celebrate our 50 years in business, we are highlighting our key innovations per decade in five blog posts, starting with the 1970s.
In 1972, Projects Unlimited founded the Audio Products Division and quickly purchased the first electrical buzzers (GA 100) for telephone test sets from Roschi Electronic AG in Switzerland. More innovation in buzzer and indicators followed during the 1970s:
- 1973: First PCB mounted Buzzer offered
- 1975: First low frequency panel mounted Indicator offered
- 1976: First PCB mounted Piezo Indicator
- 1978: First externally driven Transducer
We are proud of these early innovations and look forward to sharing more with you.
Maximizing Speaker Performance: Power and Drive Circuit Considerations
In audio engineering, understanding the intricacies of speaker power ratings and drive circuits is crucial. PUI Audio strives to provide high-quality audio components and innovative custom solutions. In this post, we’ll delve into the key aspects of operating power levels and drive circuits for our speakers, offering practical examples and technical insights.
Defining Operating Power Level
Our speakers have a maximum power rating of up to 20W. This rating is the product of the applied RMS voltage and RMS current, plus any steady-state DC voltage and current, must not exceed 20W. The power rating can be calculated using the following equation:
Power Rating Calculation
Total Power (P) ≤ 20W = (ERMS)(IRMS) + (EDC)(IDC)
Exceeding this operational limit can cause power dissipation in the voice coil, leading to mechanical distortion and potential damage to the speaker components. The RMS voltage and current driving the speaker must be calculated from knowledge of the driving waveform.
Electrical Characteristics
The equivalent electric circuit for a speaker includes resistance, inductance, and distributed capacitance. The speaker’s resistance dominates the electrical characteristics in the normal operating range of 500 Hz to 4 kHz, making it appear as a resistive load to the driving circuit and an inductive load with rising impedance at higher frequencies.
Driving Considerations
Speakers can be driven directly from circuits with DC coupling. However, any DC offset voltage or current must be continuously dissipated in the speaker. AC coupling using a capacitor in series with the speaker is typically more desirable, forming a high-pass filter to block any DC component in the amplifier’s output signal.
High-Pass Filter Calculation
ƒ = 1/(2πRC)
For example, an 8Ω speaker with a nominal low-frequency response of 500Hz would require a standard coupling capacitor of 47µF to ensure the high-pass cutoff frequency is at least 500Hz.
Selecting the Right Amplifier
Analog amplifiers amplify a continuous analog waveform to drive a speaker, producing acoustic output proportional to the signal amplitude. Monolithic power audio amplifiers are cost-effective for driving speakers, typically powered by 10V to 22V supplies.
Bridge-Tied-Load (BTL) Drive Circuits
BTL amplifiers offer ease of design, single 5V supply, and an output voltage swing twice that of a single amplifier, making them ideal for driving speakers. They consist of two inverting amplifiers in series, with the speaker connected between the outputs.
Higher Power Analog Amplifiers
For applications requiring more than 1W of drive power, higher power amplifiers can deliver up to 20W while operating on a 45V supply voltage. The output power scales with the supply voltage, and a split power supply can eliminate the need for an output capacitor.
As an example, for a speaker with a low frequency response that begins a roll-off at
300Hz, we can set the cutoff at 200Hz by changing C6 as follows:
Capacitor Value Calculation for High-Pass Filter
C = 1/(2πRƒ)
C = 1/2π(8Ω)(200Hz)
C = 100μF
Conclusion
Understanding the power and drive circuit requirements is essential for optimizing speaker performance and longevity. By following these guidelines and calculations, you can ensure your speakers operate efficiently within their specified limits. For details, please checkout our speaker Whitepaper.
For more information on our products and custom solutions, visit PUI Audio’s Speakers and Receivers section.
Contact Us
Have questions or need custom solutions? Contact us today via our contact form for world-class customer care and innovative audio solutions.
Unlocking Desired Audio Quality with T/S Parameters
PUI Audio offers a range of high-quality speakers known for their excellent frequency response and durability in harsh environments. Recently, we introduced a new lineup that includes models capable of withstanding extreme conditions. Our expertise in optimizing speaker performance ensures that our products deliver low total harmonic distortion and maintain reliability. Key parameters, such as Thiele/Small (T/S) parameters, shape the performance of our speakers, making them ideal for various applications requiring compact and powerful audio solutions.


Understanding Thiele/Small (T/S) Parameters
Designing a loudspeaker enclosure requires a deep understanding of the electrical and mechanical elements that shape speaker performance, known as Thiele/Small (T/S) parameters. These parameters are crucial in optimizing the sound emitted by a speaker system, largely influenced by the design of its enclosure. A well-designed enclosure isolates the front and rear waves of the speaker, preventing interference and enhancing audio clarity.

Key T/S Parameters
- Resonant Frequency (Fs): The natural resonating frequency of the speaker, measured in Hertz.
- Electrical Q (Qes): Efficiency of the internal electrical circuit, affecting overall performance.
- Mechanical Q (Qms): Efficiency of the mechanical suspension, influencing diaphragm control.
- Total Q Factor (Qts): Combination of Qes and Qms, indicating the speaker’s low-frequency performance. Lower Qts values (below 0.7) are preferable for minimal peaking in sealed enclosures.
- Equivalent Volume of Air (VAS): Volume of air with the same compliance as the speaker, used for sealed boxes.
- DC Resistance (Re): Voice coil resistance, impacting electrical properties and power handling.
- Effective Piston Area (Sd): Diaphragm area actively generating sound, affecting efficiency.
- Maximum Linear Excursion (Xmax): Maximum diaphragm movement, determining low-frequency reproduction ability.
- Power Handling (Pe): Maximum power capacity, defined by thermal power rating.
- Force Factor (BL): Motor strength, a product of magnetic field strength and wire length in the magnetic field.
Practical Application of T/S Parameters
T/S parameters are critical in selecting and designing speakers, ensuring alignment with the intended application. For instance, speakers designed for human voice reproduction require a broad spectrum coverage, including low resonant frequencies. Smaller, more efficient speakers might prioritize other design aspects over low-frequency performance.
Modeling and Simulation
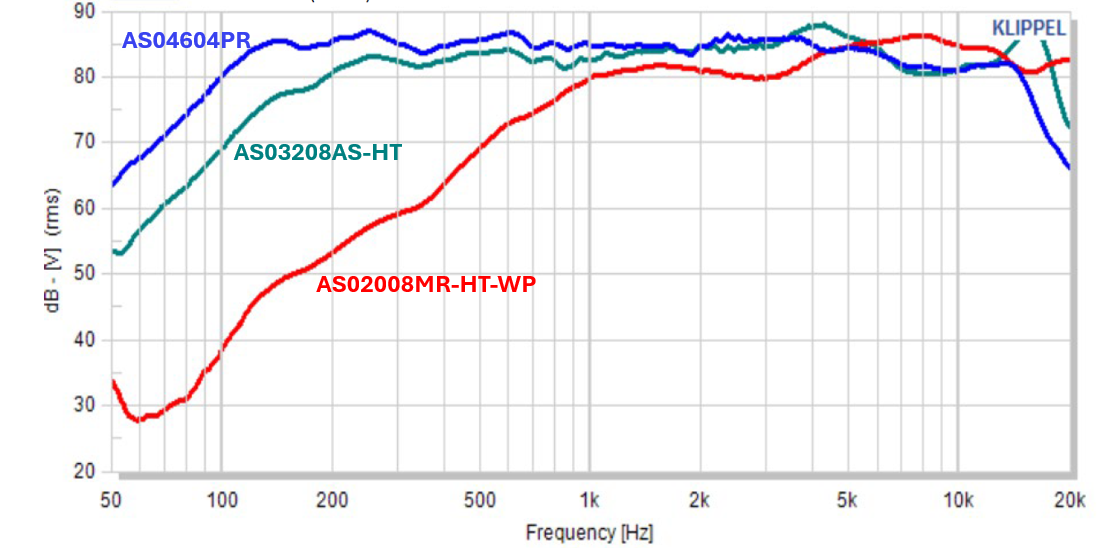
Integrating T/S parameters into modeling software, like BassBox, helps determine the optimal enclosure back volume. Simulations predict speaker responses across frequencies, guiding enclosure type selection, whether sealed or vented. For example, the AS04804PS speaker’s low-frequency performance can be accurately modeled using its T/S parameters and dimensions.
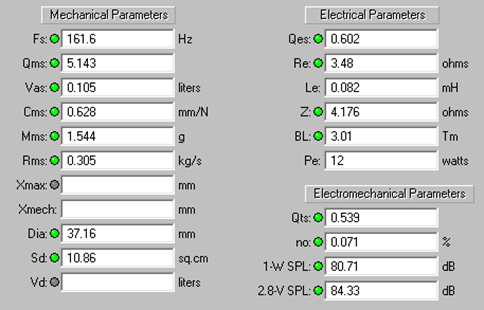

T/S Parameters & Dimensions of AS04804PS
Enclosure Design Impact
The choice of enclosure material and internal damping significantly affects the speaker’s response. Properly designed enclosures enhance overall system quality, leveraging precise calculations and simulations.


Sealed Box Volume and Simulated Frequency Response of AS04804PS
Conclusion
Thiele/Small parameters are foundational to speaker design, defining dynamic characteristics and enabling precise optimization of loudspeaker enclosures. By understanding and utilizing these parameters, designers can achieve optimal audio performance. For more information on our new speaker lineup or to discuss custom solutions, contact us through our contact form.
How Lead-Free Buzzers are Shaping Alert Devices
As a leader of cutting-edge audio solutions, PUI Audio has closely monitored and adapted to the evolution of buzzers in alert systems, particularly with the shift towards environmentally sustainable practices. Buzzers play a pivotal role in various applications, from household alarms to industrial warning systems, where reliability and compliance with health standards are paramount.
Understanding Lead-Free Buzzers
Buzzers are integral components in many electronic devices, functioning as simple audio signaling devices. Traditionally, these components utilized materials containing lead, but with increasing environmental and health concerns, lead-free alternatives have become imperative. At PUI Audio, our lead-free buzzers use advanced materials such as Potassium Sodium Niobate (KNN), which not only meet but exceed the performance standards of traditional materials.
Advantages of Using Lead-Free Materials
Environmental and Health Benefits
Eliminating lead from buzzers significantly reduces their environmental impact and health hazards associated with lead exposure. By adopting lead-free buzzers, we contribute to a safer environment and align with global movements towards reducing toxic substances in consumer and industrial products.
Compliance with Global Regulations
Lead-free buzzers ensure compliance with stringent international regulations such as the RoHS directive, which restricts the use of hazardous substances in electronic equipment. This compliance not only prevents potential legal complications but also opens market opportunities in regions enforcing these regulations.
Technological Advances in Lead-Free Buzzers
Enhanced Piezoelectric Properties
Our lead-free buzzers utilize KNN, a material recognized for its robust piezoelectric properties, which are essential for efficient and effective signal generation. The use of KNN allows for a stronger piezoelectric effect even with a slimmer profile, which is particularly advantageous in compact device designs.
Manufacturing Innovations
The introduction of advanced manufacturing processes like the two-step sintering (TSS) method has revolutionized the production of KNN-based piezoceramics. This method helps in maintaining the integrity of piezoelectric properties by reducing the volatility of potassium and sodium ions at high temperatures, thereby ensuring consistent performance across all our buzzer products.
Impact on the Industry
Lead-free buzzers are setting new standards in the design and functionality of alert systems across various industries. In the consumer electronics sector, they enhance the reliability and safety of household devices. In automotive and industrial applications, their durability and compliance with environmental standards make them particularly valuable.
Conclusion
At PUI Audio, we are proud to be at the forefront of the shift towards environmentally sustainable and high-performing audio solutions. Our lead-free buzzers not only meet the current demands of the market but are also designed to anticipate future regulatory and environmental challenges. By choosing our products, customers benefit from our commitment to quality, sustainability, and regulatory compliance, ensuring that they receive only the best in audio technology solutions.
Contact us for a drop in lead free solution.
Lead-Free Piezo Benders: Bridging Innovation and Compliance
In the rapidly evolving world of audio technology, PUI Audio remains at the forefront, continuously pushing the boundaries to merge innovation with stringent environmental standards. Our commitment extends into our latest offering: the lead-free piezo benders. These devices not only align with global compliance mandates but also cater to the increasing demand for sustainable and high-performance audio components.
What is a Piezo Bender?
Piezo benders are compact, flexible components used widely in audio applications for generating sound or detecting vibrations. These devices leverage the piezoelectric effect to produce motion or sound when an electrical charge is applied. Typically utilized in products from buzzers in alarms to haptic feedback devices in consumer electronics, piezo benders are fundamental to modern auditory and tactile experiences.
Advantages of Lead-Free Piezo Benders Environmental Benefits
Our lead-free piezo benders represent a significant step towards reducing environmental impact. Traditionally, the production of piezoelectric components involved materials that were not only harmful to the environment but also posed health risks during manufacture and disposal. By eliminating lead, a toxic substance, from our benders, we help protect both the planet and the health of consumers and manufacturers alike.
Compliance with Global Regulations
Adhering to international standards such as the RoHS Directive is not just about following the law—it’s about leading the industry in responsible manufacturing. Our lead-free piezo benders ensure compliance without the need for exemptions, thus avoiding potential legal and market access issues associated with hazardous materials.
Technical Specifications and Innovations
PUI Audio’s lead-free piezo benders are available in several sizes and configurations, designed to meet diverse needs across various industries. These benders maintain the high performance and reliability expected from our products while featuring a slimmer profile which enhances their application in space-constrained designs.
Case Studies/Use Cases
In the medical sector, where safety and reliability are paramount, our lead-free piezo benders are integral to devices that require precise and reliable alerts. Similarly, in consumer electronics, these components contribute to the sleek design and effective functionality of portable devices by providing essential auditory signals and tactile feedback.
Conclusion
The shift to lead-free piezo benders is a clear reflection of PUI Audio’s commitment to innovation, environmental responsibility, and regulatory compliance. By choosing our lead-free solutions, customers benefit from the assurance of safety, sustainability, and superior performance. This transition is not just about adapting to changes—it’s about setting new standards and leading the way in the audio component industry.
Contact us for a drop in lead free solution.
We Visited IEEE Haptics Symposium 2024
Recently, our team had the opportunity to participate in the Haptic Technology Conference held in Long Beach, California. This gathering wasn’t just about networking; it was a deep dive into the world of haptic technology, offering valuable insights and connections that could shape the future of our industry.
At the conference, we found ourselves immersed in a community passionate about exploring the frontiers of human-machine interaction. While the event had a strong academic focus, we discovered numerous opportunities to collaborate and innovate within our field.
Our sponsored Works-In-Progress poster session included numerous research presentations. We had the opportunity to observe emerging technology trends, ranging from smaller, more advanced actuators to the exploration of thermal sensations, the optimization of software controls and waveform perception, and the integration of ultrasonics for touchless sensations. Discussions on flexible piezo haptic designs, with an emphasis on texture and efficiency, highlighted the evolving landscape of haptic technology and its potential applications.
As we reflect on our experience at the Haptic Technology Conference, we’re excited to leverage the insights gained and forge ahead in our journey of innovation. Stay tuned as we continue to push the boundaries of haptic technology and unlock new possibilities for our industry.
MEMS Pressure Sensors: Harnessing Small Forces for Major Innovations
At PUI Audio, we’ve been at the forefront of audio engineering for years, and our expertise extends into the nuanced world of pressure sensing. With the introduction of our MEMS pressure sensors, we’re capturing minute forces to drive major innovations across a spectrum of industries. Let’s delve into the specifics of these pivotal devices and their applications.
Diverse Applications Across Industries
The utilization of MEMS pressure sensors is a testament to their versatility and capacity to address the nuanced needs of various sectors:
- Automotive: They’re critical in vehicle systems, aiding in tire pressure monitoring, fuel injection control, and optimizing engine performance, ensuring safety, and efficiency.
- Aerospace: MEMS sensors excel in the demanding realm of aerospace, managing cabin pressure, controlling engine systems, and providing accurate altitude data, integral for both flight safety and performance.
- Medical: These sensors are making waves in healthcare by monitoring blood pressure, aiding respiratory devices, and assessing intracranial pressure, thereby becoming vital components in life-saving medical devices.
- Environmental Monitoring: MEMS pressure sensors are the silent guardians of air and water quality, enabling sophisticated weather stations to provide accurate data for forecasting and monitoring environmental health.
- Security: Pressure sensors enhance security systems by using Acoustic Event Detection to identify intrusions. A consistent pressure indicates a secure room, while fluctuations — caused by a window or door being manipulated — trigger an alarm.
Technological Advancements Fueling Future Growth
MEMS pressure sensors are not static in their evolution. We’re witnessing a slew of technological advancements:
- High-temperature operation: Development efforts are producing sensors that can withstand extreme temperatures, a necessity in harsh environments like automotive exhaust systems or aerospace applications.
- Enhanced Sensitivity: Fabrication techniques are improving, leading to sensors with greater sensitivity and resolution, crucial for precise and reliable measurements.
- Energy Harvesting & Conservation: The advent of self-powered, wireless sensors opens doors to remote monitoring, particularly in locations where traditional battery-operated setups are not sustainable solutions.
In Conclusion
At PUI Audio, we’re proud to provide a suite of MEMS pressure sensors that stand at the intersection of innovation and practical application. By offering high-quality sensors from our line, we empower industries to integrate cutting-edge technology into their products and processes, ensuring precision, efficiency, and reliability.
PUI Audio is your trusted partner, dedicated to supplying the components that will drive the next generation of advancements in a multitude of fields. Explore our collection and let our MEMS pressure sensors be the small change that makes a big difference in your projects.
Small Scale, Big Impact: MEMS Pressure Sensors Driving Change
At PUI Audio, we’ve long embraced the transformative power of MEMS (Micro-Electro-Mechanical Systems) technology. From our renowned microphones to our latest venture, we’re poised to make a big impact in a field where the precision of small-scale devices is paramount. Our new line of MEMS pressure sensors heralds a new era in diverse applications, and here’s why.
The Power of Miniaturization
The crux of MEMS pressure sensors lies in their miniature size, which doesn’t compromise their performance. These devices boast low power consumption, light weight, small volume, and the capability for accurate measurements even in the most space-constrained applications. As our lives become increasingly integrated with technology, the demand for compact yet powerful devices escalates. MEMS pressure sensors meet this demand head-on, bringing forth a revolution in miniaturization and integration, crucial for the next wave of innovation across various sectors.
The Technological Marvel of MEMS Pressure Sensors
Our MEMS pressure sensors demonstrate the ingenuity of integrating piezoelectric components onto a single silicon chip. This integration emphasizes not just the compact nature of the devices, but also their practical efficiency and stability in a variety of applications. Through state-of-the-art manufacturing processes, these sensors achieve a level of precision that is well-suited for a range of applications, including those within the medical field where consistent performance is crucial.
For instance, while piezoelectric sensors might not match the absolute accuracy of capacitive types, they offer the distinct advantage of robustness and durability, making them suitable for dynamic pressure measurement scenarios. Their use in medical devices, such as non-invasive blood pressure monitors, or applications that monitor changes in intraocular pressure, highlights their significant role where reliable and consistent pressure readings are important.
The Growth Trajectory
The industry’s enthusiasm for MEMS pressure sensors is not just aspirational but grounded in robust growth projections. The MEMS pressure sensor market is expected to grow to $2.2 billion by 2026, indicative of the crucial role they will play in various applications. We are seeing these sensors already make significant inroads in markets that value compactness and precision. As we progress towards more integrated systems in smartphones, IoT devices, and automotive applications, MEMS pressure sensors are the quintessential components that bridge the gap between physical pressure changes and digital control systems.
PUI Audio’s Commitment to Quality and Innovation
Our launch into MEMS pressure sensors is more than an expansion; it’s a commitment. We ensure each sensor passes through rigorous calibration and compensation processes during manufacturing to guarantee optimal performance. Our MEMS pressure sensors are a testament to our dedication to quality and our continuous pursuit of innovation.
As we navigate towards a future where efficiency and precision take center stage, PUI Audio stands at the forefront, delivering solutions that encapsulate the essence of MEMS technology—small scale, big impact. Stay tuned for more innovations as we drive change with our MEMS pressure sensors, proving that the most impactful changes often come in the smallest packages.
Discover more about our MEMS pressure sensor offerings at PUI Audio and let us help you integrate these transformative components into your next project.
Unleashing Audio Precision: The Versatility of PUI Audio’s MEMS Microphones
PUI Audio’s latest MEMS microphone technology is not just about high-quality sound capture; it’s a game-changer in how designers and engineers can integrate audio functionality into a wide array of products. From the intricacies of acoustic design to the practicalities of electronic integration, these microphones offer a canvas for innovation across industries.
Beyond the Basics: MEMS Microphones in Action
Acoustic Design Freedom:
The choice between top and bottom port designs in MEMS microphones offers unparalleled flexibility in acoustic design. This versatility allows for creative placements within devices, ensuring optimal sound capture whether in compact consumer electronics or in larger, more complex industrial systems.
Practical Considerations for PCB Design:
Integrating MEMS microphones into a printed circuit board (PCB) requires careful consideration to preserve audio integrity while accommodating the electronic and physical design constraints. Here are a few tips to ensure your MEMS microphone performs at its best:
- Reflow Soldering Practices: Adhering to recommended reflow soldering profiles is crucial to avoid damaging the microphone. PUI Audio has optimized its MEMS microphones for lead-free reflow soldering, ensuring they can withstand the rigors of modern manufacturing processes without sacrificing performance.
- Minimizing Electromagnetic Interference (EMI): In environments where EMI is a concern, strategic placement of resistors can mitigate its impact on the microphone’s output, preserving the clarity and integrity of the captured audio.
- Dust and Moisture Precautions: While MEMS microphones are less susceptible to dust and moisture than traditional microphones, taking steps to protect the sound inlet during manufacturing and in the device’s final design can further enhance longevity and reliability.
Technical Nuances for Enhanced Performance:
Voltage Versatility: With support for a range of operating voltages, PUI Audio’s MEMS microphones can seamlessly integrate into systems with varying power requirements. This flexibility simplifies design processes and broadens the applications for which these microphones can be used.
Custom Configurations: Recognizing the diverse needs of its clientele, PUI Audio offers the possibility of custom configurations for their MEMS microphones. This service ensures that specific requirements for sensitivity, form factor, and mounting options can be met, paving the way for truly tailored audio solutions.
The Future is Listening:
PUI Audio’s MEMS microphones represent more than just an advancement in audio technology; they embody the potential for innovation in how we interact with devices on a daily basis. From enhancing the user experience in consumer electronics to improving safety in industrial applications, the possibilities are endless. As we look towards a future where technology listens and responds more intuitively, PUI Audio’s MEMS microphones stand at the forefront, ready to capture the world in all its sonic detail.
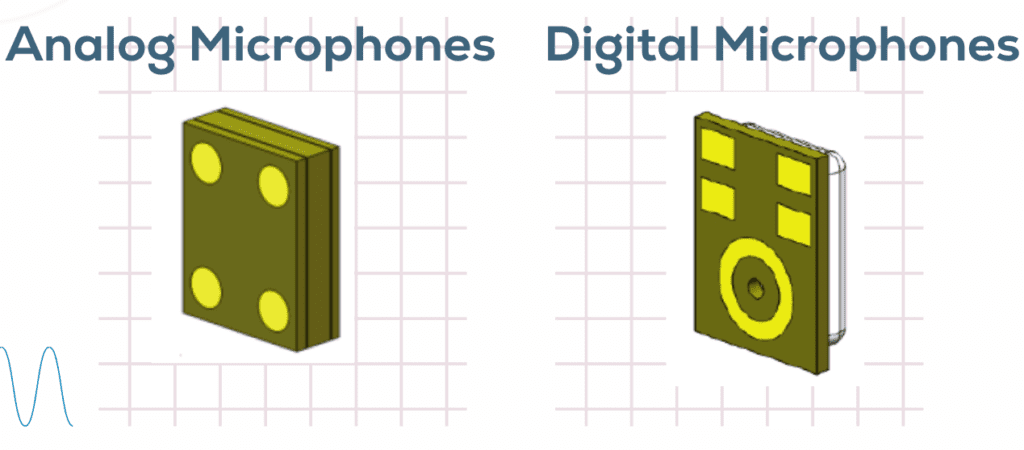
Complementing PUI Audio’s sound-generating products, we offer a full line of electret condenser microphones, analog MEMS microphones, and digital MEMS microphones.
Exploring the Future of Sound: Introducing PUI Audio’s Advanced MEMS Microphones
In an exciting development for audio technology enthusiasts, PUI Audio has unveiled its latest range of MEMS (Micro-Electro-Mechanical Systems) microphones. These cutting-edge devices integrate a specialized pre-amplification ASIC, elevating them to new heights of sensitivity and signal-to-noise ratio (SNR) performance. Not only do they boast a compact design, but they also outshine most market competitors with their ultra-low power consumption, minimal distortion, and impressive dynamic range.
The applications for these innovative microphones are vast and varied. They are ideal for security systems such as breaking-glass detection and fire alarms, industrial applications like machine monitoring for predictive maintenance and operator safety, as well as in microphone arrays and consumer electronics including earphones and smart IoT devices.
Key Features of PUI Audio’s New MEMS Microphones:
- Exceptional High Signal-to-Noise Ratio
- Unparalleled High Sensitivity
- Ultra-Low Current Consumption
- Compact, Surface-Mount Design
What Sets MEMS Microphones Apart?
MEMS microphones represent a fusion of mechanical elements, sensors, and electronic circuits on a silicon substrate, made possible through advanced micro-fabrication technology. These microphones offer several advantages over traditional electret condenser microphones (ECMs):
- Enhanced Isolation from Power Supply Noise: Thanks to a charge pump that maintains a constant charge on the diaphragm, MEMS microphones are less susceptible to charge decay and sensitivity shifts due to supply voltage changes.
- Moisture Condensation Recovery: The charge pump renews the diaphragm’s charge after condensation dries, ensuring consistent performance.
- Reduced Vibration and Dust Sensitivity: The smaller diaphragm mass and robust construction enhance durability.
- Superior Temperature Performance: MEMS microphones perform reliably across a wide temperature range (-40°C to +100°C), withstanding standard lead-free solder profiles without performance degradation.
- Automated Manufacturing: This results in better overall repeatability and custom configuration options.
Understanding How MEMS Microphones Work
MEMS microphones consist of a MEMS sensor and an ASIC. The sensor comprises a pressure-sensitive diaphragm, a perforated stationary plate, and a housing. Sound pressure is converted into capacitance changes, which are then processed by the ASIC into digital or analog outputs. The diaphragm and plate’s interaction under acoustic influence creates a variable capacitor, generating an AC voltage – the microphone’s output signal.
Delving into the Components
The diaphragm, a key component, is a thin membrane that reacts to incoming sound waves, altering the capacitance by changing its distance to the backplate. The backplate and the air gap between it and the diaphragm are crucial in defining the microphone’s sensitivity and signal-to-noise ratio.
Innovative Power Supply Design
PUI Audio’s analog MEMS microphones are uniquely designed to remain unaffected by slight power supply voltage variations. Unlike traditional ECMs, they don’t require a bias resistor, and a simple decoupling capacitor is enough to filter out power supply noise.
Digital Output Options and Power Modes
PUI Audio also offers digital MEMS microphones with PDM and I2S data formats, featuring a Left/Right channel select for stereo audio capture. These microphones come with various power modes like Full Power, Low Power, and Sleep, suitable for battery-powered systems, ensuring efficient power consumption.
A Revolution in Sound Technology
PUI Audio’s new MEMS microphones are not just an incremental improvement but a significant leap forward in audio technology. They open up new possibilities in various fields, from security to consumer electronics, marking an exciting era in the world of sound and technology.
Complementing PUI Audio’s sound-generating products, we offer a full line of electret condenser microphones, analog MEMS microphones, and digital MEMS microphones.
Mastering Haptic Feedback: A Comprehensive Guide to Actuators
In an era where digital interaction is ubiquitous, the human senses still play a pivotal role in our experience of the world. Traditional products have relied heavily on sight and hearing to convey information. However, the realm of tactile feedback, or haptics, is gaining prominence, revolutionizing user interfaces across industries such as consumer electronics, Augmented/Virtual Reality (AR/VR), Internet of Things (IoT), automotive, and medical sectors. Haptic technology empowers engineers and designers, providing them with unprecedented control to craft intuitive user interfaces. This guide delves into the world of haptic feedback, spotlighting electromechanical actuators—a prevalent method for stimulating the mechanoreceptors in our body sensitive to vibrations.
Understanding Electromechanical Actuators
Electromechanical actuators, the crux of haptic feedback, come in four primary forms: Eccentric Rotating Mass (ERM), Linear Resonant Actuators (LRA), Voice Coils Actuators (VCA/VCM) and Piezoelectric Actuators (PA). Each category brings unique characteristics and is suited for specific applications. From the low-frequency rumble of ERM actuators to the precision and quick response of LRAs, and the realistic haptic sensation of VCAs to the energy efficient wide frequency range of PA, understanding these technologies is crucial for integrating effective haptic feedback into your products.
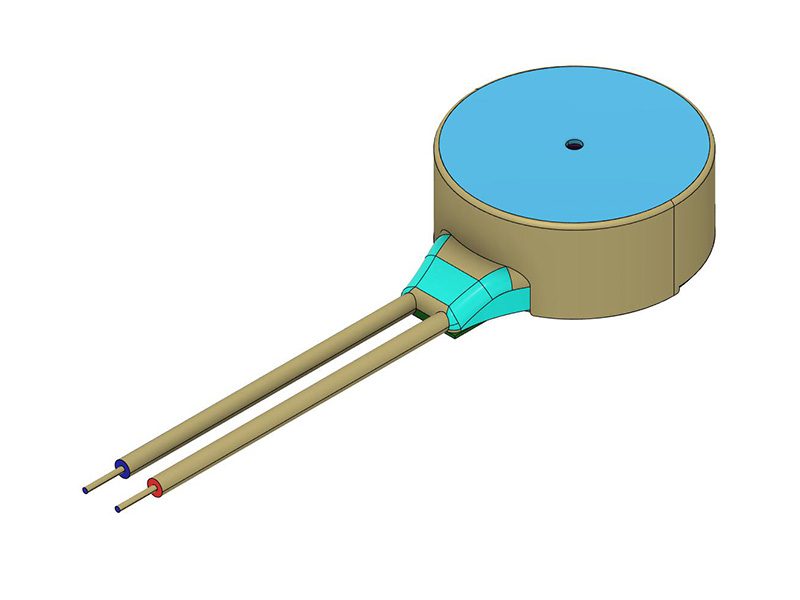
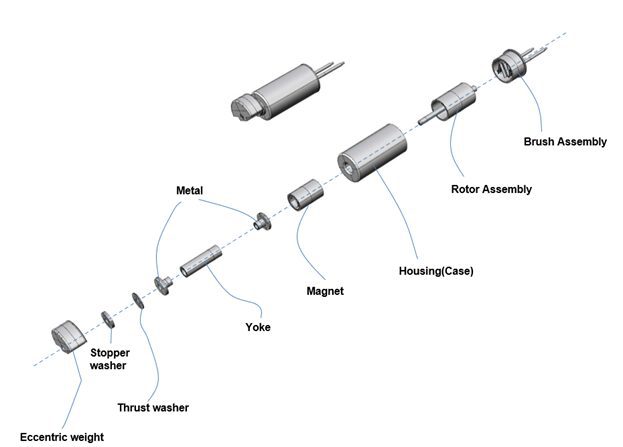
Eccentric Rotating Mass (ERM)
ERM actuators operate on a simple yet effective principle: an off-axis rotating mass attached to a DC motor. The frequency of the vibrations correlates with the mass’s rotation speed, offering a tactile experience that’s directly influenced by the driving voltage. ERMs are particularly noted for their ‘rumble’ effect, making them ideal when precise vibration patterns aren’t critical but a noticeable tactile feedback is desired.
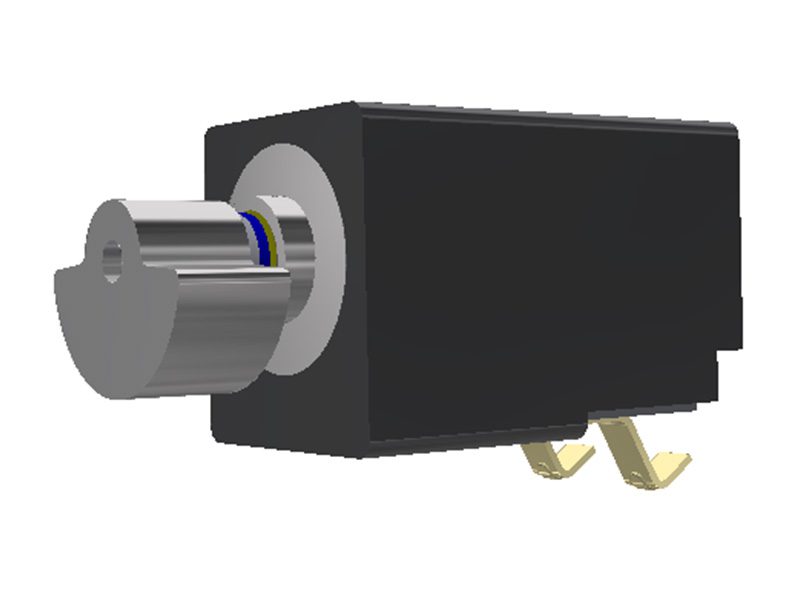
Linear Resonant Actuators (LRA)
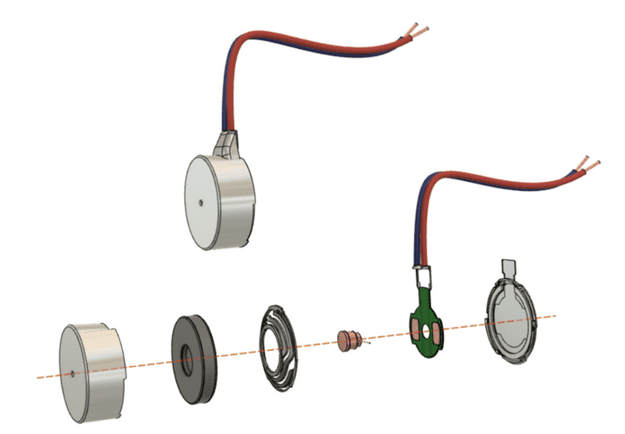
In the realm of haptics, LRAs stand out for their efficiency and compact form factor. Employing principles similar to speaker technology, LRAs create vibrations through moving a mass attached to a coil, omitting the diaphragm found in speakers. This structure allows for a direct, linear response, eliminating ramp-up times and making them incredibly power-efficient. Their rapid response and ability to create nuanced vibration patterns make LRAs a popular choice in compact and power-sensitive applications like wearables and smartphones.
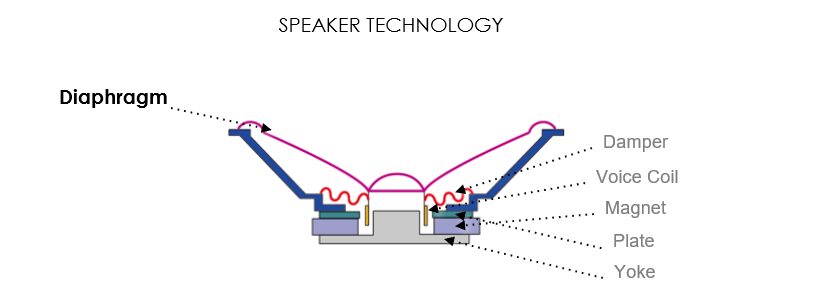
In an LRA, the mechanism consists of a mass attached directly to a coil, as opposed to diaphragms commonly used in speakers. Instead of producing sound, the LRA generates vibrations by moving the mass linearly when the coil is powered. This movement depends on the frequency and voltage of the input signal, allowing precise control over the vibration’s intensity and pattern.
Voice Coils (VCA/VCM)
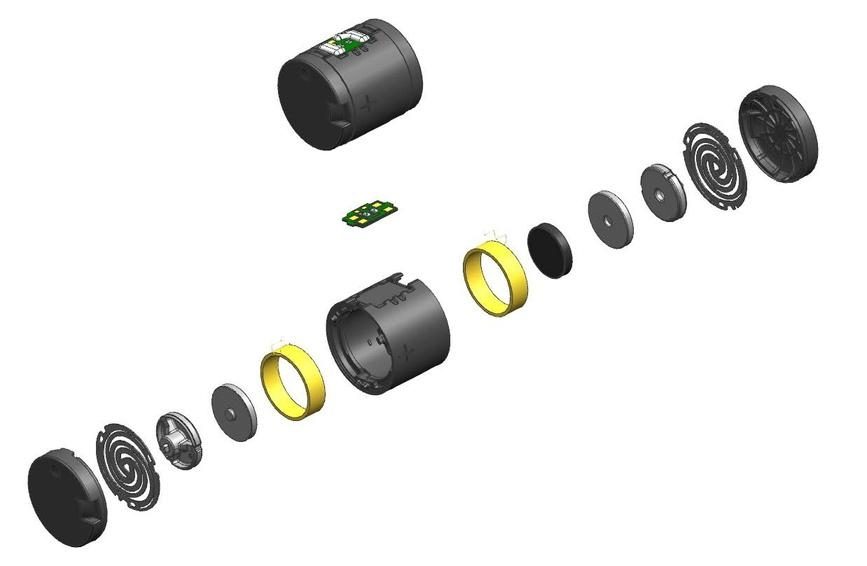
Voice Coil Actuators (VCAs), also referred to as Voice Coil Motors (VCMs), take haptic feedback to the next level. By increasing the actuator’s size and mass, VCAs produce a more substantial and realistic vibration effect. A notable aspect of VCAs is their ability to replicate auditory effects alongside tactile feedback, enriching the multisensory experience. However, this increased capability comes at the cost of higher power consumption, a factor that designers must consider.
Linear Resonant Actuators (LRA)
In the realm of haptics, LRAs stand out for their efficiency and compact form factor. Employing principles similar to speaker technology, LRAs create vibrations through moving a mass attached to a coil, omitting the diaphragm found in speakers. This structure allows for a direct, linear response, eliminating ramp-up times and making them incredibly power-efficient. Their rapid response and ability to create nuanced vibration patterns make LRAs a popular choice in compact and power-sensitive applications like wearables and smartphones.
In an LRA, the mechanism consists of a mass attached directly to a coil, as opposed to diaphragms commonly used in speakers. Instead of producing sound, the LRA generates vibrations by moving the mass linearly when the coil is powered. This movement depends on the frequency and voltage of the input signal, allowing precise control over the vibration’s intensity and pattern.
Voice Coils (VCA/VCM)
Voice Coil Actuators (VCAs), also referred to as Voice Coil Motors (VCMs), take haptic feedback to the next level. By increasing the actuator’s size and mass, VCAs produce a more substantial and realistic vibration effect. A notable aspect of VCAs is their ability to replicate auditory effects alongside tactile feedback, enriching the multisensory experience. However, this increased capability comes at the cost of higher power consumption, a factor that designers must consider.
LRA and VCA actuators operate best at specific frequencies, delivering the strongest vibrations within a narrow range. Designers must keep these devices close to their optimal frequency through control mechanisms. In contrast, ERMs offer a broader range of operation, as their vibration intensity varies with voltage, not frequency, giving designers more flexibility in frequency choice. Each actuator type has its own advantages and trade-offs that designers should consider for their product needs.
Piezoelectric Actuators (PA)
In contrast to alternative actuators, piezoelectric actuators leverage the piezoelectric effect as their core principle for generating haptic feedback with remarkably low power consumption. These devices are perfect when precise control and movement are required in a compact, thin profile- with a unique sense of touch for high-quality tactile effects. They exhibit efficient operation across an extensive frequency range, featuring rapid response times due to the absence of mass to be moved.
Choosing the Right Actuator
Selecting the ideal actuator is a critical step in haptic design. Factors such as desired vibration strength, precision, power consumption, and form factor play a significant role in this decision. While ERMs offer a broad range of operation due to their voltage-based vibration variation, LRAs and VCAs provide more nuanced control over vibration strength and frequency, albeit within a narrower operational band. Piezoelectric actuators (PAs) offer efficient operation across a broad range
Integrating haptic feedback into product design opens a new dimension of user interaction. Whether used in conjunction with other sensory inputs or as a standalone communication method, haptic actuators enrich the user experience significantly. As we continue to push the boundaries of what’s possible in user interface design, understanding and harnessing the power of haptic technology will be paramount.